Hydrostatic Testing of Carbon and Stainless Steel Piping Systems is one of the most critical quality-assurance and safety verification processes performed across the global industrial pipeline sector. Whether you operate a refinery in Texas, a petrochemical facility in Saudi Arabia, a food-processing plant in Germany, or a water-treatment station in India, ensuring your piping system holds pressure without leaking is not optional — it is a regulatory, operational, and moral responsibility.
This guide explains the what, why, and how of hydrostatic testing of carbon and stainless steel piping systems in plain, accessible language — suitable for engineers, project managers, procurement professionals, and plant operators worldwide.
What Is Hydrostatic Testing?
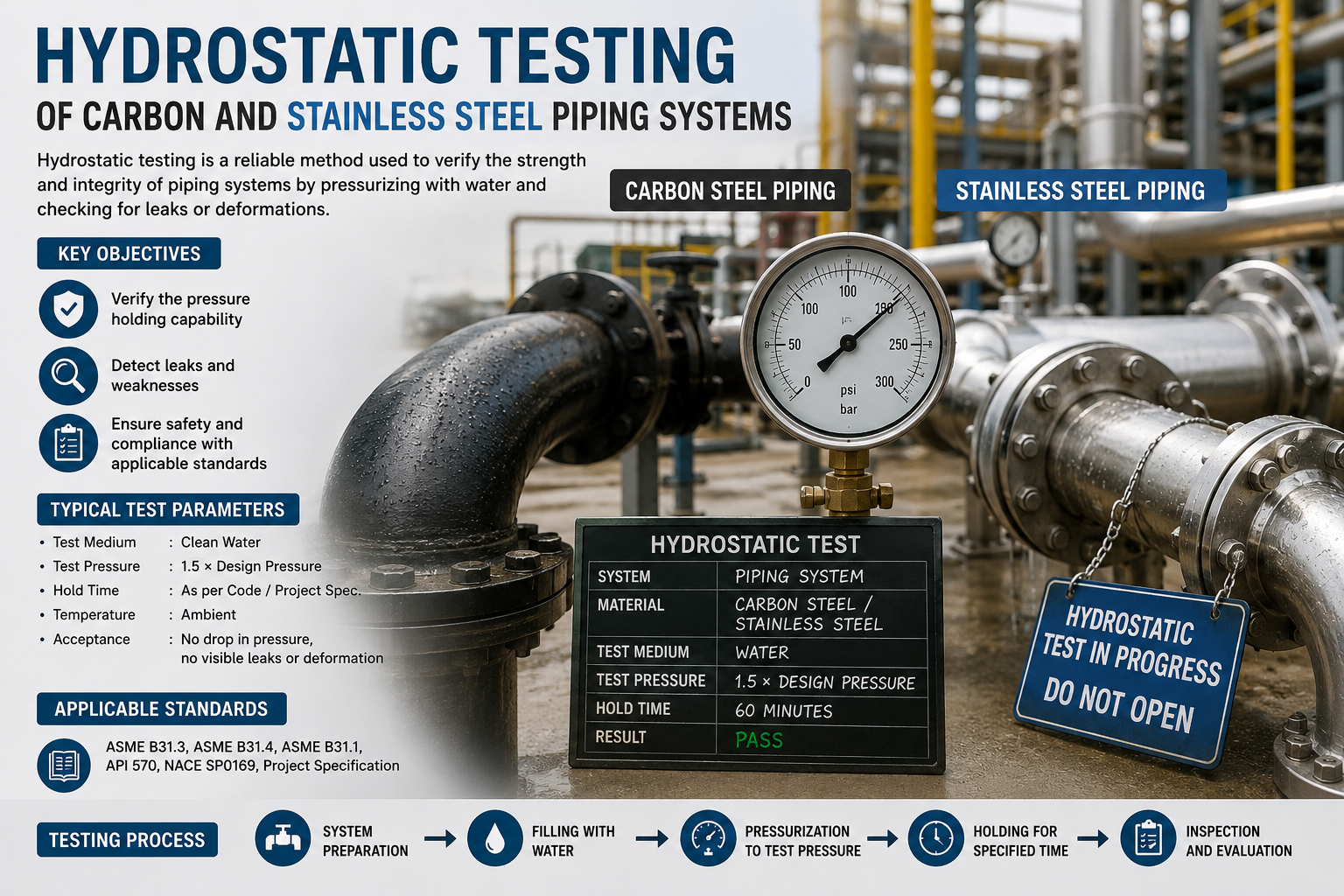
Hydrostatic testing is a non-destructive pressure verification method in which a piping system, vessel, or pipeline is filled with water — or another compatible liquid — and subjected to pressure higher than its normal operating design pressure. The test confirms that the system can safely contain the intended fluid without permanent deformation, failure, or leakage.
Water is chosen as the test medium because it is nearly incompressible. This is a critical safety advantage: if a failure occurs during testing, water releases stored energy far more safely than compressed gas, greatly reducing the risk of explosive rupture.
In the context of hydrostatic testing of carbon and stainless steel piping systems, the choice of material matters significantly. Carbon steel is widely used in oil, gas, and utility pipelines due to its strength and cost-effectiveness, while stainless steel is preferred in hygienic, corrosive, or high-temperature environments such as food processing, pharmaceuticals, and marine applications.
Why Is This Test Required Globally?
Regulatory bodies on every continent mandate pressure testing before a piping system enters service. Key international standards include:
ASME B31.3 — USA and International (Process piping in refineries and chemical plants) ASME B31.1 — USA and International (Power piping, steam, and condensate systems) EN 13480 — European Union (Metallic industrial piping) ISO 9001 / 14001 — Global (Quality and environmental management context) API 570 — USA and Oil & Gas (Inspection of in-service piping) IS 2825 — India (Unfired pressure vessels and piping)
These standards define the hydrostatic pressure test procedures that engineers must follow, including test pressure ratios, hold times, and acceptance criteria. Non-compliance can result in project rejection, legal liability, and — most critically — catastrophic workplace accidents.
Hydrostatic Pressure Test Procedures — Step by Step
Properly executed hydrostatic pressure test procedures follow a systematic sequence. Here is the industry-standard workflow applied during the hydrostatic testing of carbon and stainless steel piping systems:
Step 1 — System Preparation and Isolation All connected equipment such as pumps, valves, and instruments that cannot withstand test pressure is isolated or removed. Temporary blinds and spades are installed. Vent points are identified to bleed trapped air during filling.
Step 2 — Filling with Test Medium The system is filled with clean potable water from the lowest point upward. For stainless steel piping, the chloride content in water must be below 50 ppm to prevent chloride stress corrosion cracking — a critical requirement under international codes.
Step 3 — Air Venting All high-point vents are opened to expel trapped air completely before sealing. Trapped air can cause dangerous pressure spikes or inaccurate test readings.
Step 4 — Pressurisation Pressure is raised gradually using a calibrated test pump, typically to 1.5 times the system’s Maximum Allowable Operating Pressure (MAOP). ASME B31.3 and EN 13480 both specify this multiplier, though actual ratios can vary by material and applicable code.
Step 5 — Hold Period Once test pressure is reached, it is held for a minimum period — typically 30 minutes to 1 hour depending on code requirements. The system is then visually inspected for leaks, sweating, distortion, or pressure drops.
Step 6 — Inspection and Documentation Qualified inspectors conduct carbon and stainless steel pipeline inspection during the hold period, examining all joints, welds, flanges, and fittings. All observations are documented in a Hydrostatic Test Record (HTR) for regulatory submission.
Step 7 — Depressurisation and Draining Pressure is released slowly in a controlled manner. The system is then drained, dried — especially critical for carbon steel to prevent internal corrosion — and returned to service. Corrective action is taken if any leaks were found.
Carbon vs. Stainless Steel — Key Testing Differences
Understanding material-specific requirements is fundamental to successful hydrostatic testing of carbon and stainless steel piping systems.
Carbon Steel is susceptible to corrosion after testing. It must be thoroughly dried and preserved with nitrogen blanketing or corrosion inhibitor injection post-test. It is widely used in oil, gas, and utility industries.
Stainless Steel requires low-chloride test water (below 50 ppm) to prevent stress corrosion cracking. It is more resistant to general corrosion but demands stricter water quality management throughout the testing process.
Temperature Limits apply to both materials. For ferritic carbon steels, testing below 16°C (60°F) can risk brittle fracture. Always consult material datasheets and the applicable code before proceeding.
Documentation for both materials must include gauge calibration certificates, test pressure values, hold duration, inspector signatures, and a clear pass or fail status.
Carbon and Stainless Steel Pipeline Inspection During Testing
Thorough carbon and stainless steel pipeline inspection during and after hydrostatic testing is what transforms the process from a formality into a genuine safety assurance exercise.
Visual inspection covers all welds, fittings, flanged joints, and instrument connections for visible leaks or seepage. Pressure gauge monitoring throughout the hold period detects any unexplained pressure drop, which can indicate internal leakage even when no external leak is visible. Weld quality review focuses particular attention on areas flagged during pre-test radiographic or ultrasonic examination.
In international projects, a Third Party Inspection agency — such as Bureau Veritas, SGS, or Intertek — is often contracted to witness and certify the test on behalf of the project owner. This is common in LNG, offshore, and power generation sectors across the Middle East, Southeast Asia, and European markets.
Common Failures and How to Prevent Them
Failures during hydrostatic pressure test procedures are not always the result of poor workmanship — they frequently arise from procedural gaps.
The most common causes include trapped air pockets causing false pressure readings or sudden spikes; chloride contamination of test water for stainless steel lines leading to surface pitting; inadequate bolt torque on flanged connections causing weeping at gaskets; uncalibrated pressure gauges producing inaccurate readings; and incorrect test pressure application — either too high, risking permanent deformation, or too low, failing to reveal marginal defects.
Prevention begins with a written Hydrostatic Test Procedure (HTP) approved by the engineering team before any work begins. This document must be site-specific, material-specific, and referenced to the applicable code standard.
Frequently Asked Questions
Q: What test pressure is used for hydrostatic testing of carbon and stainless steel piping systems? Under ASME B31.3, the standard hydrostatic test pressure is 1.5 times the design pressure, adjusted for temperature-related strength differences. European standard EN 13480 applies similar multipliers. Always confirm the applicable code for your jurisdiction and system type before setting test pressure.
Q: How long must the test pressure be held during hydrostatic testing? Most international codes require a minimum hold time of 30 minutes, though project specifications or owner requirements often extend this to 60 minutes or longer for high-criticality systems such as offshore or nuclear-adjacent piping.
Q: Why is chloride content in water critical for stainless steel piping? Chloride ions attack the passive oxide layer of stainless steel, causing chloride stress corrosion cracking, which can develop rapidly even during short test periods. Most codes limit chloride content to under 50 ppm for austenitic stainless steel. Water chemistry must be tested and documented before use.
Q: Can hydrostatic testing be done on installed insulated pipelines? Yes, but with additional care. Insulation may conceal leaks during visual inspection. For insulated lines, pressure drop monitoring becomes the primary detection method. Some specifications require insulation to be removed at joints during testing and reinstalled only after a successful result.
Q: What happens if the system fails the hydrostatic test? The system must be depressurised safely, the defective area identified, repaired, and retested from scratch. All repairs must be documented, and re-testing is carried out under the same approved procedure. Repeated failures escalate to engineering review and potential design reassessment.
Conclusion
Hydrostatic testing of carbon and stainless steel piping systems is not merely a checkbox in a construction schedule — it is the last line of technical defence before a piping system is entrusted with hazardous fluids, high pressures, and human lives. From the meticulous execution of hydrostatic pressure test procedures to the rigorous documentation demanded by global standards, every step contributes to a safer, more reliable industrial world.
Whether your project follows ASME codes in North America, EN standards in Europe, or localised regulatory frameworks across Asia, Africa, or the Middle East, the fundamental principles remain consistent: prepare correctly, pressurise safely, inspect thoroughly, and document completely.
Invest in training your teams on proper carbon and stainless steel pipeline inspection practices and ensure your test procedures are written, approved, and followed — not improvised. That discipline, applied consistently, is what separates world-class industrial operations from avoidable failures.